
Optical-based technology has become increasingly in-demand across a wide range of massive global markets like space, military, automotive, and the industrial sector due to its many benefits, including: lower maintenance cost, higher performance, improved relaibility and greater data throughput and bandwidth.
Optical components and systems are frequently being implemented in drones, by aerospace and defense engineers for land, sea, air, and space applications, in intelligent transportation systems like smart highways with intelligent traffic lights, automated tollbooths, and changeable message signs, and across the biomedical industry for transmission of digital diagnostic images.
With Magnolia Optical Technologies, we are harnessing the power of light to develop innovative optoelectronic products that directly meets the needs of these leading global industries.
To read Magnolia Optical News please Click - Read News
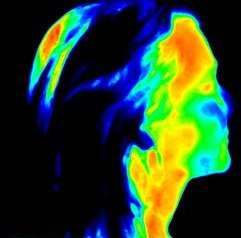
Medical infrared (IR) Imaging, sometimes known as Thermography, offers interesting diagnostics for many diseases, bruises and other surface injuries. It is a technique that can image the temperature distribution, blood flow and other irregularities resulting from various disease related abnormalities. This technique is becoming increasingly popular because of its non-invasive approach. Magnolia is developing highly sensitive infrared focal plane arrays and tools to assist doctors with unprecedented resolution and sensitivity for accurate diagnostics procedures.
Our modeling and simulation capability uses state-of-the-art tools empowered by or proprietary models to fully design, evaluate and analyze optoelectronic and EOIR devices.
Read more...
Powered by our modeling capabilities, we offer a full suite of infrared detectors and focal plane array design and implementation services. We can also help your fabrication needs.
Read more...
Our nanostructured coatings offer broadband anti-reflection technology that is unique. Our ARC technology produces maximum transmission over wide angle of incidence.
Read more...
We are pushing solar cell efficiencies through our innovative approaches in nanostructured materials design that harnesses energy from a broadband of wavelengths.
Read more...
Magnolia optical focuses on semiconductor materials for various optoelectronic and EOIR device technologies. We add value through nanomaterials.
Read more...
Our vast and diverse experience positions us for offering you the best consultancy. We work with Government and Industry to offer value in R&D and technology demonstration.
Read more...